줄 (도구)
"오늘의AI위키"의 AI를 통해 더욱 풍부하고 폭넓은 지식 경험을 누리세요.
1. 개요
줄은 금속, 목재 등 다양한 재료를 깎거나 다듬는 데 사용되는 도구이다. 선사 시대부터 사용되었으며, 청동기 및 철기 시대를 거쳐 중세 시대에 대장장이 기술 발전과 함께 발전했다. 19세기에는 기계 가공의 발달로 중요성이 더욱 커졌으며, 20세기 초까지 제조업에서 부품을 정밀하게 가공하는 데 널리 사용되었다. 현재는 밀링과 연삭 기술의 발달로 사용 빈도가 줄었지만, 버 제거, 금형 제작 등 특수한 분야에서는 여전히 중요한 도구로 활용된다. 줄은 재료, 크기, 모양, 절삭 방식, 눈의 거칠기 등에 따라 다양한 종류가 있으며, 단면 형상, 눈의 배열, 특수 용도에 따라 세분화된다.
더 읽어볼만한 페이지
- 금속가공공구 - 망치
망치는 머리와 손잡이로 이루어진 타격 도구로, 돌망치에서 시작하여 금속 망치로 발전했으며, 다양한 분야에서 사용될 뿐만 아니라 노동, 생산, 힘, 권능을 상징하는 중요한 의미를 지닌다. - 금속가공공구 - 스패너
스패너는 볼트나 너트를 조이거나 푸는 데 사용되는 도구로, 렌치라고도 불리며 15세기부터 사용되었고, 체결구 치수 표준화에 따라 입구 폭 치수 또한 표준화되었으며, 다양한 형태와 기능으로 나뉜다. - 공구 - 드릴 비트
드릴 비트는 다양한 재료에 구멍을 뚫는 데 사용되는 공구로, 재료와 용도에 따라 다양한 종류가 있으며, 형상, 재료, 코팅, 법적 규제 등의 특징을 갖는다. - 공구 - 아이스 픽
아이스 픽은 19세기 얼음 블록 절단 도구로 시작되었으나 냉장고 보급으로 사용이 줄었고, 현재는 바텐더의 얼음 조각 도구, 야외 활동 시 얼음 보관 용도로 쓰이며, 용이한 입수성과 위험성으로 범죄 도구나 과거 뇌절제술 도구로도 사용되었다.
| 줄 (도구) | |
|---|---|
| 줄 (도구) | |
 | |
| 종류 | |
| 용도 | 금속, 목재, 플라스틱 등의 재료에서 소량의 재료를 제거하는 데 사용 |
| 재료 | 탄소강, 합금강 |
| 구조 | |
| 몸체 | 길고 가느다란 모양의 금속 막대 |
| 날 | 몸체 표면에 형성된 일련의 날카로운 이빨 |
| 자루 | 손으로 잡고 줄을 움직일 수 있도록 몸체 끝에 부착된 손잡이 |
| 유형 | |
| 모양 | 평줄, 사각줄, 둥근줄, 반원줄, 삼각줄 등 |
| 크기 | 다양함 (몇 인치에서 몇 피트까지) |
| 거칠기 | 거친 줄, 중간 줄, 가는 줄, 아주 가는 줄 |
| 절단 유형 | 단일 절단 줄, 이중 절단 줄, 줄기 절단 줄, 톱니 모양 줄 |
| 사용법 | |
| 사용 방법 | 줄을 사용하여 재료를 제거하려면 줄을 작업물 표면에 대고 앞뒤로 움직임 |
| 주의 사항 | 작업물을 단단히 고정 적절한 유형과 크기의 줄 선택 줄에 과도한 힘을 가하지 않음 줄을 깨끗하고 건조하게 유지 |
| 추가 정보 | |
| 역사 | 청동기 시대부터 사용됨 |
| 제조사 | 니콜슨 파일, 심onds 인터내셔널, 스탠리 블랙 앤 데커 |
| 관련 도구 | 강판, 연마포, 연마석 |
2. 역사
줄의 역사는 매우 오래되었으며, 선사 시대의 석재 도구 사용 및 연마 기술에서 그 기원을 찾을 수 있다. 선사 시대에는 돌, 모래, 뼈, 거친 나무 등을 사용하여 연마 작업을 했다.[3] 청동기 시대와 철기 시대에는 다양한 종류의 줄과 줄칼이 사용되었다. 기원전 1200-1000년에 이집트에서 청동으로 만든 줄칼이 발견되었고, 기원전 7세기에는 아시리아인들이 사용한 철제 줄칼도 발견되었다. 기원전 2000년경 그리스 크레타 섬에서는 청동(브론즈)으로 만든 줄이 발견되었다.
2. 1. 고대
선사 시대에는 돌, 모래, 뼈, 거친 나무 등을 사용하여 연마 작업을 했다.[3] 청동기 시대와 철기 시대에는 다양한 종류의 청동 및 철제 줄이 사용되었다. 고고학자들은 기원전 1200-1000년에 이집트에서 청동으로 만든 줄을 발견했으며, 기원전 7세기에는 아시리아인들이 사용한 철로 만든 줄도 발견했다.2. 2. 중세 시대
중세 시대에는 대장장이 기술이 크게 발달하면서 줄도 함께 발전했다.[4] 11세기에는 이미 경화 처리가 된, 오늘날과 비교해도 손색없는 줄이 존재했다.[4]13세기 파리에서는 줄을 사용한 정교한 장식 철 세공 기술이 발달했지만, 이는 숙련된 장인들 사이에서만 비밀리에 전수되는 기술이었다.[4] 디스톤(Disston)의 저자들에 따르면, 14세기가 되어서야 철 세공 장인들이 망치와 불 외에 줄과 같은 도구를 본격적으로 사용하기 시작했다고 한다.[4]
후기 중세 시대에는 뉘른베르크, 셰필드, 렘샤이트(디스톤은 ''Reimscheid''로 표기) 등이 줄과 도구 생산의 중심지로 떠올랐다. 특히 렘샤이트는 라인-루르 지역(에센, 뒤셀도르프, 쾰른 포함)의 금속 가공 기술을 대표하는 곳이었다.
레오나르도 다 빈치는 줄의 날을 만드는 공작 기계를 스케치로 남기기도 했다. 이 기계는 끌로 한 번에 하나의 날을 만들고 자동으로 다음 위치로 이동하는 방식이었다.
2. 3. 근대
19세기 기계 가공의 산업화와 교환 가능한 부품의 개발 이전에는 줄질이 기계 장치 제작에 훨씬 더 중요했다. 부품은 단조, 주조, 원시적인 기계 가공 작업으로 대략적인 모양을 갖춘 후, 신중하고 의도적인 줄질을 통해 조립을 위해 개별적으로 손으로 맞추었다. 이러한 맞춤의 잠재적 정밀도는 일반적으로 생각하는 것보다 훨씬 높지만, 이러한 수작업 조립품의 부품은 다른 조립품의 부품과 확실히 호환되지 않았다. 자물쇠, 시계, 총기 (플린트락 및 이전 시대)는 산업 혁명 이전 수세기 동안 이러한 방식으로 제조되었다.[3]19세기 중반의 기계 가공은 밀링 기술이 서서히 발전하고 있었기 때문에 줄질에 크게 의존했다. 20세기 초에도 제조업에서는 부품을 정확한 모양과 크기로 만들기 위해 종종 줄질을 했다. 오늘날의 제조 환경에서는 밀링과 연삭이 일반적으로 이러한 유형의 작업을 대체했으며, 줄질은 (전혀 발생하지 않는 경우) 버 제거에만 사용되는 경향이 있다. 모양과 크기에 맞춰 숙련된 줄질은 여전히 금형 제작, 금형 제작, 공구 제작 등의 일부이지만, 이러한 분야에서도 가능한 한 수작업을 피하는 것이 일반적인 목표이다.
19세기에 강철의 대량 생산이 가능해지고, 1864년 W. T. 니콜슨이 줄의 눈을 세우는 기계를 발명하여 특허를 취득하기 전까지[14], 줄의 눈은 수작업으로 세워졌으며, 무뎌진 줄은 여러 번 눈 내기를 다시 해서 사용했다. 현재는 대부분 기계로 눈을 낸 줄이 사용되며, 손으로 눈을 낸 줄은 거의 찾아볼 수 없다. 또한, 줄에 눈 내기를 해서 재생하는 일도 줄어들고, 일회용으로 사용하는 경우가 많아졌다.
서구에서는 1960년대까지 줄이 주로 잉글랜드 셰필드에서 제조되었다.[15]
일본에서는 메이지 후반에 눈 내기 기계가 고안되었고, 다이쇼 초기에 눈 내기 기계가 전동화, 압연기도 개발되면서 대량 생산이 가능하게 되었다. 전쟁 전까지는 오사카, 니가타, 도쿄 등도 줄 산지였지만, 전재(戰災)로 쇠퇴했다.[16] 히로시마현 구레시 니가타 지역은 전쟁 피해가 적어 줄 제조 업체가 모여 있는 "줄 단지"라는 지역이 있으며, 그곳에서 생산되는 니가타 줄은 국내 생산량의 95%를 차지한다.[17]
2. 4. 현대
20세기 초까지도 제조업에서는 부품을 정확한 모양과 크기로 만들기 위해 줄질을 하는 경우가 많았다. 그러나 현대에는 밀링과 연마가 줄질을 대체했다. 오늘날 줄질은 주로 버 제거에 사용된다. 하지만 금형 제작, 금형 제작, 공구 제작 등과 같은 특수 분야에서는 여전히 숙련된 줄질 기술이 필요하며, 이러한 분야에서도 수작업을 최대한 피하려는 경향이 있다.서구에서는 1960년대까지 셰필드(잉글랜드)가 줄 제조의 중심지였다.[15]
2. 5. 한국
일본에서는 5세기 후반 오카야마현 즈이안 고분에서 줄과 비슷한 물건이 출토되었고, 나라 시대 미야기현 히가시야마 유적에서도 줄이 발굴되었다.[16]농촌 대장장이의 부업으로 시작된 줄 제조는 점차 수작업 가내 수공업으로 발전했다.[16] 메이지 후반에는 눈 내기 기계가 고안되었고, 다이쇼 초기에 전동화 및 압연기 개발로 대량 생산이 가능해졌다.[16] 일제강점기에는 오사카, 니가타, 도쿄 등도 줄 산지였으나, 전쟁으로 쇠퇴했다.[16] 현재 히로시마현 구레시 니가타 지역은 "줄 단지"로 불리며, 이곳에서 생산되는 니가타 줄은 국내 생산량의 95%를 차지한다.[17]
3. 종류
줄은 재료, 크기, 모양, 절삭 방식, 톱니 구성에 따라 다양하게 분류된다. 강철 줄은 고탄소강(탄소 1.0~1.25%)으로 만들어지며 침탄 경화등의 열처리를 할 수 있다.[7][8][9][10] 줄은 측면과 너비가 길이 전체에 걸쳐 모두 평행하면 "둔각"이고,[2] 뒤꿈치에서 팁으로 치수가 감소하면 "테이퍼"진다. 줄은 너비, 두께 또는 둘 다에서 테이퍼될 수 있다.[2]
일반적인 모양과 사용법은 다음과 같다.
용도에 따라 철공 줄(쇠줄), 목공 줄, 다이아몬드 줄이 주를 이룬다.
3. 1. 단면 형상
줄의 단면은 평, 반원(갑환), 원, 각, 삼각, 가는 팁, 깎이, 타원, 칼날(かたなば), 배원(はらまる), 조개(はまぐり), 양갑(りょうこう), 마름모 등 다양한 형태가 있다.[5][6]3. 2. 절삭 방식 (눈의 배열)
줄의 눈에는 날의 배열이 평행한 '''단목'''(한 번 깎기)과 교차하는 '''복목'''(두 번 깎기) 및 삼도목(세 번 깎기)이 있다. 단목은 한 방향으로만 깎을 수 있지만, 복목은 양방향으로 깎을 수 있으며 더 빠른 절삭이 가능하다. 또한, 복목과 비슷하지만 날의 구조가 조금 다른 '''사리눈''', 곡선 형태인 '''파눈''', 홈이 없고 돌기를 다수 갖춘 '''귀눈/석목''' 등이 있다.[1]3. 3. 눈의 거칠기
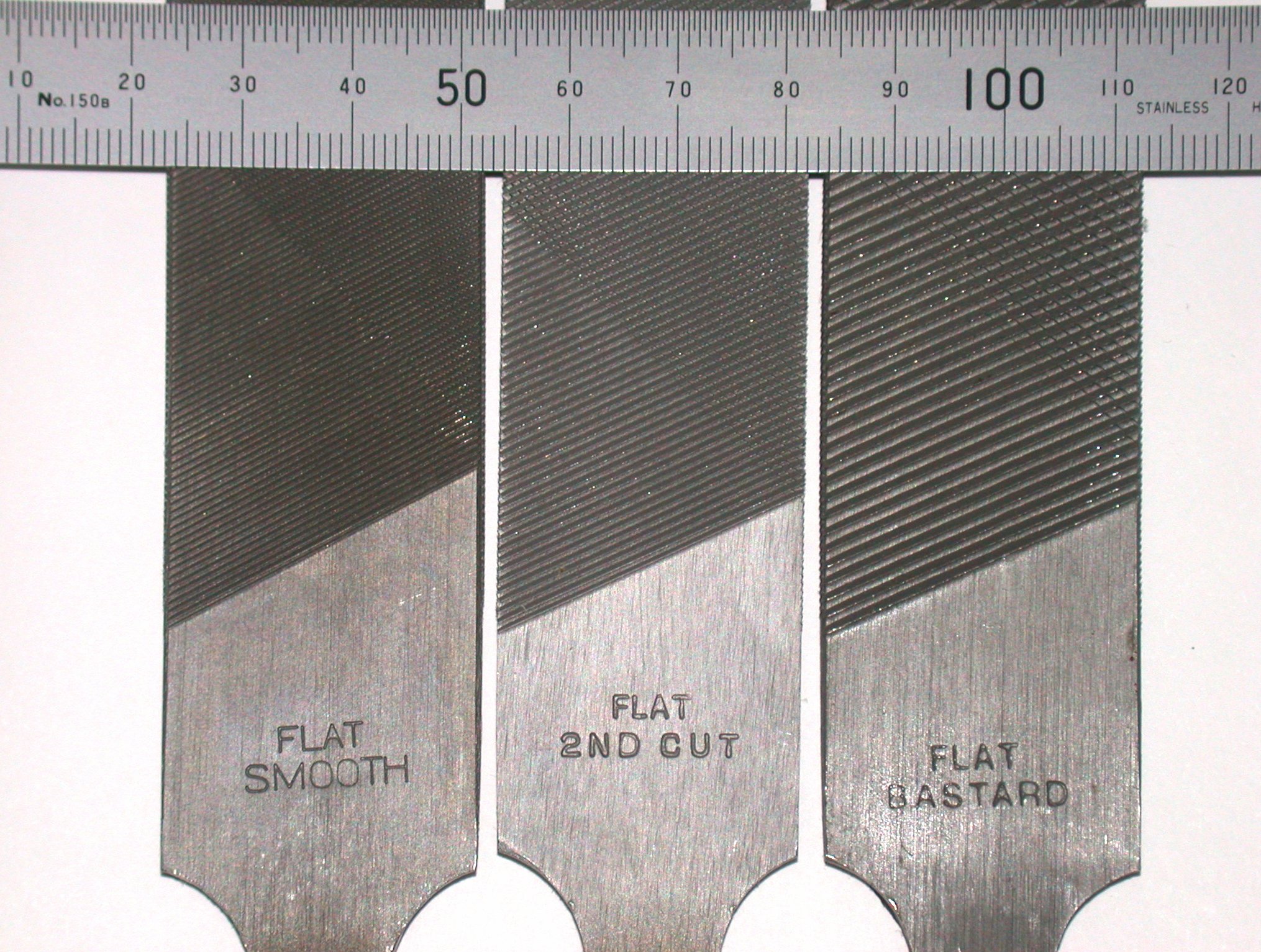
줄의 눈의 거칠기는 가공 속도와 표면의 정밀도를 결정한다. 눈의 거칠기에 따라 다음과 같이 나뉜다.- 거친 눈(coarse): 가장 거친 형태로, 빠른 속도로 많은 양을 깎아낼 때 사용된다.
- 중간 눈(bastard): 중간 정도의 거칠기로, 일반적인 작업에 사용된다.
- 고운 눈(second cut): 비교적 고운 형태로, 정밀한 작업에 사용된다.
- 기름 눈(smooth): 매우 고운 형태로, 표면을 매끄럽게 마무리할 때 사용된다.
- 정밀(dead smooth): 가장 정밀한 형태로, 아주 미세한 마무리 작업에 사용된다.
3. 4. 특수 용도
다이아몬드 줄은 표면에 작은 산업용 다이아몬드 입자를 전착 도금하여 부착한 줄이다. 템퍼링 강철이나 탄화물과 같이 매우 단단한 재료를 깎는 데 사용된다. 일반 강철 줄로는 이러한 재료를 깎기 어렵다. 다이아몬드 줄은 앞뒤로 움직여도 손상되지 않는 유일한 유형이다.[1]
손톱을 다듬는 데 사용되는 줄은 손톱 줄이라고 하며, 간이형은 손톱깎이에 내장되어 있기도 하다.
가공물의 표면을 빗금 모양으로 가공하는 빗금줄이라는 특수한 줄도 있다.
이스케이프먼트 파일은 시계 제작용 줄이라고도 하며, 짧고 매우 얇은 줄이다. 바늘 줄과 형태 및 기능이 유사하지만 더 작다. 주로 시계 및 시계 제작자뿐만 아니라 보석 제작에도 사용된다.
근관 치료 중에는 0.06mm 에서 0.8mm 지름의 둥근 줄이 치아 내부의 좁은 관을 매끄럽게 하는 데 사용된다. 이 줄은 주로 스테인리스강 또는 니켈-티타늄(NiTi)으로 만들어지며, 다양한 스타일로 제공된다. 회전 파일이라고 하는 기계화된 파일도 일반적으로 사용된다.[1]
3. 5. 기타
바레트 파일은 너비와 두께가 테이퍼져 끝이 둥글게 되며, 평평한 면만 절삭되고 다른 면은 모두 안전한 형태로 평평한 작업에 사용된다.[2] 체커링 파일은 너비가 평행하고 두께가 부드럽게 테이퍼져 있으며, 정밀한 격자 패턴으로 절단된 톱니를 가지고 있어 총기 부품과 같은 서레이션을 만들고 체커링 작업을 하는 데 사용된다.[2] 코바늘 파일은 너비가 테이퍼지고 두께가 점차적으로 테이퍼져 있으며, 두 개의 평평한 면과 방사형 가장자리를 가지고 있어 모든 면이 절삭되어 평평한 면과 곡선 면 사이의 접합부와 둥근 가장자리가 있는 슬롯을 줄질하는 데 사용된다.[2]교차 파일은 두 면이 반원형이며 한 면이 다른 면보다 더 큰 반경을 갖도록 너비와 두께가 테이퍼져 있어 내부 곡면을 줄질하는 데 사용된다.[2] 이중 반경은 두 곡면 또는 직선과 곡선 면의 접합부에서 줄질을 가능하게 한다. 드레드노트(곡선 톱니) 및 밀리니컷(직선 톱니) 파일은 모두 심하게 언더컷된 날카롭지만 거친 톱니를 가지고 있어 두꺼운 알루미늄 합금, 구리 또는 황동에서 많은 양의 재료를 빠르게 제거하는 데 사용될 수 있다.[2] 오늘날 밀리니컷과 드레드노트는 자동차 차체 수리에 일반적으로 사용되는 2액형 에폭시 또는 스티렌과 같은 플라스틱 충전재를 제거하는 새로운 용도를 찾았다.
이퀄링 파일은 너비와 두께가 평행하여 슬롯과 모서리를 줄질하는 데 사용된다.[2] 마구간용 줄 파일은 마구간과 대장장이가 주로 사용하는 섕크가 있는 줄 칼로, 한쪽 면에는 줄 칼이 있고 반대쪽 면에는 이중 절삭이 되어 있다. 프렛 파일은 사각형 또는 직사각형으로 세 면은 평평하고 한 면은 오목한 홈이 있어 악기 제작자가 기타 및 기타 프렛 악기의 프렛에 둥근 "크라운"을 줄질하는 데 사용된다.[2] 평평한 면은 프렛의 끝을 다듬는 데 사용되어 프렛이 길이로 잘린 후 남은 날카로운 가장자리를 제거한다.
반원형 링 파일은 너비와 두께가 테이퍼져 뾰족해지며 표준 반원형보다 좁아 링 내부를 줄질하는 데 사용된다.[2] 조인트 라운드 엣지 파일은 너비와 두께가 평행하며 둥근 가장자리가 있고, 평평한 면은 안전하고(톱니 없음) 둥근 가장자리에서만 절삭되어 조인트와 경첩을 만드는 데 사용된다. 나이프 파일은 너비와 두께가 테이퍼지지만 나이프 엣지는 전체 길이에 걸쳐 동일한 두께를 가지며 나이프 엣지에는 아크가 있어 슬롯 또는 쐐기 작업에 사용된다.[2]
너트 파일은 기타, 바이올린 등의 현을 올바른 위치에서 지지하는 넥의 끝에 있는 슬롯을 다듬는 데 사용되는, 미세하고 정밀한 파일로, 악기 제작자가 두께가 점차적으로 증가하는 세트로 사용한다.[2] 필러 파일은 완벽하게 평평한 줄질을 위해 너비가 평행하고 두께가 테이퍼져 있으며, 상단과 하단 모두 이중 절삭되어 있으며 양쪽 면이 안전하며 정밀 작업에 사용되는 길고 좁은 파일이다. 피핀 파일은 너비와 두께가 테이퍼져 있으며 일반적으로 물방울 단면이며 나이프 파일의 가장자리를 가지고 있어 두 곡면의 접합부를 줄질하고 V자형 슬롯을 만드는 데 사용된다.[2]
플로트는 직선형 단일 절삭 파일로, 목재, 특히 나무 손 대패를 만드는 데 사용되는 목재를 절단, 평평하게 하고 매끄럽게 하는 데 사용되는 플레인메이커의 플로트이다. 라운드 평행 파일은 둥근 파일과 유사하지만 테이퍼되지 않고, 톱니가 있는 실린더 모양이다. 톱날 갈기 파일은 일반적으로 단일 절삭되어 매끄러운 마무리를 제공하며, 톱날을 갈고 도구 가장자리를 다듬는 데 적합하며 특히 더 미세하고 날카로운 가장자리 또는 더 매끄러운 표면 마무리가 필요한 경우에 적합하다.[2] 체인톱 파일은 한 예로, 주로 체인톱을 날카롭게 하는 데 사용되며, 둥근 단면으로 보이지만 실제로는 체인톱의 톱니 절삭면에 꼭 맞도록 모양이 되어 있다.
슬리팅 파일은 너비가 평행하고 다이아몬드 모양의 단면을 가지고 있으며, 나이프 파일보다 얇고 슬롯을 줄질하는 데 사용된다. 워딩 파일은 두께가 평행하고 너비가 테이퍼지며 얇고, 끝이 뾰족해지는 핸드 파일 또는 평면 파일과 같아 평평한 작업과 슬롯 작업에 사용된다.[2]
근관 치료 중에는 둥근 파일이 치아 내부의 좁은 관을 매끄럽게 하여 내부 표면의 소독을 용이하게 하는 데 사용된다.[2] 일반적으로 파일은 스테인리스강 또는 니켈-티타늄(NiTi)으로 만들어지며 다양한 스타일로 제공된다. 회전 파일이라고 하는 기계화된 파일도 일반적으로 사용되며, 특정 진동 또는 회전 드릴 헤드에 부착된다.
손톱을 다듬는 데 사용되는 줄은 "손톱 줄"이라고 하며, 간이형은 손톱깎이 등에 내장되어 있다. 일반적인 줄은 강철에 눈을 낸 것이지만, 눈을 내는 대신 다이아몬드 입자를 전착 도금으로 부착한 다이아몬드 줄도 있다. 템퍼링 강 등 특히 경도가 높은 것을 절삭하는 데 사용된다. 종이나 천에 연마 입자를 접착제 등으로 도포한 것은 사포 등이라고 한다.
4. 사용 방법
줄은 앞쪽을 향한 절삭 날을 가지고 있으며, 공작물 위로 밀 때 가장 효과적으로 절삭한다. 절삭 작업을 안정시키고 다양한 결과를 얻기 위해 다양한 스트로크가 사용된다.[2] ''끌어 당기기 줄질''은 줄의 양쪽 끝을 잡고 균일한 압력으로 공작물 위를 수직으로 번갈아 당기고 밀어 수행하는 작업이다.[2] 변형된 방법으로는 줄을 옆으로 공작물에 대고 조심스럽게 밀거나 당기는 것이 있다. 이렇게 하면 줄의 날이 정면이 아닌 옆으로 걸리게 되어 매우 미세한 깎기 작업이 수행된다. 또한 직선 스트로크와 끌어 당기기 줄질 스트로크를 조합하여 매우 정밀한 작업을 수행할 수 있는 다양한 스트로크도 있다. 숙련된 작업자는 스트로크를 조합하고 점차 더 고운 줄을 사용하여 완벽하게 평평하고 흠집 없는 표면을 얻을 수 있다.
줄 날이 재료 깎임 조각인 ''핀''으로 막히는 것을 ''핀닝''이라고 한다. 이 핀은 줄이 절삭 능력을 잃게 하고 공작물에 흠집을 낼 수 있다. 금속 강모가 달린 브러시인 ''줄 카드''를 사용하여 줄을 청소한다. 분필은 핀닝을 예방하는 데 도움이 될 수 있다.[12] 줄에는 날의 방향이 있기 때문에 기본적으로 미는 방향으로 깎는다. 날 사이에 가공 찌꺼기가 끼는 경우에는 와이어 브러시 등으로 깎인 가루를 제거한다.
5. 제조 방법
줄은 일반적으로 강철(탄소 공구강, 합금 공구강 등)을 사용하여 만들어진다. 제조 과정은 다음과 같다.
# 성형 (열간 단조)
# 풀림
# 연마
# 날 세우기 (눈 내기)
# 담금질[18]
줄의 각각의 날은 눈의 수만큼 정을 쳐서 만든다. 전통적인 방법은 "손 자르기" 즉, 정을 손으로 잡고 망치로 한 눈씩 쳐서 만드는 방법이다. 현대에는 기계를 사용하여 연속적으로 쳐서 만드는 경우가 많지만, 그래도 사람이 육안으로 줄의 눈을 확인하면서 기계를 조작하고 있다. 줄 공장은 다른 방향에서 오는 빛을 막아 어둡게 하고, 한 방향에서 빛을 비추어 눈을 식별하고 있다. 미용용(여성의 손톱용) 고급품 등에서는 현재도 손 자르기를 하는 것이 있다.
줄 제조 시 특징적인 것은, 담금질 시 증기막 형성을 방지하고 담금질성을 향상시키기 위해 된장에 소금이나 초석 등을 첨가한 것을 도포하는 것이다.[18] 된장이 존재하지 않는 구미 등에서는 소금을 도포하는 경우가 많다.
6. 기타
줄의 규격은 JIS B4703이다.[1] 유명 브랜드로는 일본의 츠보산, 스위스의 발로베, 미국의 니콜슨 등이 있다.[1]
참조
[1]
서적
1993
[2]
서적
Facts About Files
https://archive.org/[...]
C.O. Öberg & Co.
1930
[3]
서적
https://archive.org/[...]
1920
[4]
서적
https://archive.org/[...]
1920
[5]
서적
Files and Filing : Machinery's Reference Series : Number 48
https://archive.org/[...]
Industrial Press
1909
[6]
서적
Machinery's Handbook
The Industrial Press, New York
1924
[7]
서적
The wonder of knifemaking
https://archive.org/[...]
Krause Publications
2000
[8]
서적
Newnes mechanical engineer's pocket book
https://books.google[...]
Elsevier
[9]
서적
The science and engineering of cutting: the mechanics and processes of separating, scratching and puncturing biomaterials, metals and non-metals
https://books.google[...]
Butterworth-Heinemann
[10]
서적
The circle of the mechanical arts
https://archive.org/[...]
[11]
서적
https://archive.org/[...]
1920
[12]
서적
1993
[13]
웹사이트
広島地区鈩工業組合ホームページ
http://www12.ocn.ne.[...]
2010-04-30
[14]
특허
US Directory of American Tool And Machinery Patents Patent: 42,216 File Cutting Machines
http://www.datamp.or[...]
[15]
서적
THE HAND TOOLS MANUAL
TSTC Publishing
2007
[16]
웹사이트
"「仁方とヤスリ」広島地区鈩工業組合"
http://www12.ocn.ne.[...]
2010-04-30
[17]
웹사이트
活気ある広島県産業を目指して-12LOM 地場産業の紹介
http://www05.jaycee.[...]
2009-05-16
[18]
간행물
ツボサン株式会社 カタログ 2007年 72頁
http://www.tsubosan.[...]
2007
본 사이트는 AI가 위키백과와 뉴스 기사,정부 간행물,학술 논문등을 바탕으로 정보를 가공하여 제공하는 백과사전형 서비스입니다.
모든 문서는 AI에 의해 자동 생성되며, CC BY-SA 4.0 라이선스에 따라 이용할 수 있습니다.
하지만, 위키백과나 뉴스 기사 자체에 오류, 부정확한 정보, 또는 가짜 뉴스가 포함될 수 있으며, AI는 이러한 내용을 완벽하게 걸러내지 못할 수 있습니다.
따라서 제공되는 정보에 일부 오류나 편향이 있을 수 있으므로, 중요한 정보는 반드시 다른 출처를 통해 교차 검증하시기 바랍니다.
문의하기 : help@durumis.com